

细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。
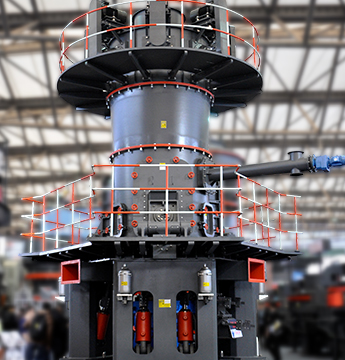

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

用丝锥不光滑


丝锥表面不光滑,有划伤波纹丝锥米思米官网
2021年9月3日 1适量增加切削锥的长度2减少刀刃厚度3正确分隔排屑槽角度4注意刃尖研磨产生的过热、发黑迹象5选用刃倾角或螺旋槽丝锥6除去前工序的残留切屑 2021年9月13日 挤压丝锥与切削削不同之点为攻牙时无切削排出为其特性,而内螺纹的加工面为压造而外观美丽光滑材料铁线连续没切断,螺纹强度约增加30%,精度稳定,因挤 丝锥的分类特性,合理选用才能提高工作效率 知乎

常见的丝锥表面处理技术你知道几种?yamawa材料涂层
2022年5月21日 氧化处理是将丝锥放在水蒸汽中进行加热,使丝锥表面生成Fe3O4(生锈),此是一种氧化处理法,此皮膜形成多孔质,能保持住切削油减少摩擦热,同时起防止 2021年9月15日 丝锥最常用的挤压丝锥、螺旋槽丝锥、直槽丝锥、先端丝锥、管用丝锥、螺帽丝锥、手用丝锥,其用途各异、性能各有所长。 挤压丝锥 (NRT) 挤压丝锥与切削削不 丝锥的分类特性,合理选用才能提高工作效率 技术邻

螺纹丝锥终极指南 螺纹攻丝技术和类型
2023年8月3日 手用丝锥是最常见的丝锥类型,通常以三种为一组:锥度丝锥、第二丝锥和塞式丝锥。 它们通过丝锥扳手手动使用,适用于底部不需要螺纹的通孔或盲孔。丝锥或工件采用浮动固定方式 采用强制进刀方式 (螺距进刀方式) 防止丝锥振动 选用抗粘结性好的切削液 降低切削速度 内螺纹中径过小 铸钢 10~16 铝 16~20 铜 16 黄铜 施必牢丝锥使用介绍百度文库

关于丝锥的那些事,这篇文章来说透!加工
2021年5月13日 1)直槽丝锥:用于通孔及盲孔的加工,铁屑存在于丝锥槽中,加工的螺纹质量不高,更常用于短屑材料的加工,如灰铸铁等。 1)精度:由具体的螺纹标准来选 2023年12月6日 直槽丝锥也叫机用丝锥。 通用性最强,切削锥部分可以有2、4、6牙,短锥用于不通孔,长锥用于通孔。 只要底孔足够深,尽量选用端部呈锥长的,因为这样可以 数控机床如何选择合适的丝锥? 数控驿站

丝锥种类那么多,怎么选择才好?(一)
2020年11月30日 1、直槽丝锥 :用于通孔及盲孔的加工,铁屑存在于丝锥槽中,加工的螺纹质量不高,更常用于短屑材料的加工,如灰铸铁等。 2、螺旋槽丝锥 :用于孔深小于等于3D的盲孔加工,铁屑顺着螺旋槽排出,螺 知乎专栏 随心写作,自由表达 知乎

知乎专栏 随心写作,自由表达 知乎
2021年9月3日 问:丝锥表面不光滑,有划伤波纹 切削刀具 丝锥 欧士机 OSG 维护/保养 473 浏览 分享 全部回答(1个) 米思米官方回答 螺旋槽丝锥 EXSUSSFT不锈钢用高速钢45°螺旋槽丝锥 美制螺纹 上一问题: 数显卡尺使用后应该如何处理? 下一问题丝锥表面不光滑,有划伤波纹丝锥米思米官网

丝锥表面不光滑,有划伤波纹丝锥米思米官网
2021年9月3日 问:丝锥表面不光滑,有划伤波纹 切削刀具 丝锥 欧士机 OSG 维护/保养 444 浏览 分享 全部回答(1个) 米思米官方回答 螺旋槽丝锥 EXSUSSFT不锈钢用高速钢45°螺旋槽丝锥 美制螺纹 上一问题: 数显卡尺使用后应该如何处理? 下一问题用亚微细颗粒(Submicrongrain)硬质合金制作的丝锥,可增加刀具韧性而不降低其硬度,在切削淬硬钢、塑料和难加工镍基合金时效果很好。 NORIS公司生产的DL15 Ni系列镍合金专用丝锥,在一定条件下,可在镍铬铁合金 Inconel 718上连续攻丝200个螺孔以上,而以前必须重 丝锥百度百科

丝锥表面不光滑,有划伤波纹丝锥米思米官网
2021年9月3日 问:丝锥表面不光滑,有划伤波纹 切削刀具 丝锥 欧士机 OSG 维护/保养 507 浏览 分享 全部回答(1个) 米思米官方回答 螺旋槽丝锥 EXSUSSFT不锈钢用高速钢45°螺旋槽丝锥 美制螺纹 上一问题: 数显卡尺使用后应该如何处理? 下一问题国产机用丝锥都标志 中径 公差带代号 :H1、H2、H3分别表示公差带相同的位置,但 公差值 是不同的。手用丝锥的公差带代号为H4,公差值、螺距 及角度误差比机用丝锥大,材质、热处理、生产工艺 也不如 机用丝锥。H4按规定可以不标志。丝锥百度百科

知乎专栏 随心写作,自由表达 知乎
知乎专栏 随心写作,自由表达 知乎

老钳工告诉你的手动攻丝技巧(带图解说明)
2021年12月27日 6、攻丝过程中换用二攻丝锥时,要用手先旋入已攻出的螺纹中,至不能再旋进时,然后用铰杠扳转。 特别注意: 1、转动铰杠时,操作者的两手用力要平衡,切忌用力过猛和左右晃动,否则容易将螺纹牙型撕裂和导致螺纹孔扩大及出现锥度。2023年12月6日 对于正品黑色丝锥,柄身光泽性一致,而劣质丝锥会有光泽不均匀的现象。 温馨提示: 丝锥好不好用主要取决于丝锥的材质、采用何种加工设备,合理的切削参数与润滑、对加工材质的了解、操作者的技术水平( 针对不同孔型,选用不同形状的丝锥以及丝锥的装夹跳动控制 )都有关系。数控机床如何选择合适的丝锥? 数控驿站

机械加工中的螺纹是如何加工出来的?丝锥和板牙的用法
2019年3月27日 丝锥和板牙的用法? 攻螺纹和套螺纹多是用手工操作加工螺纹的方法。 攻螺纹是用丝锥加工内螺纹,套螺纹是用板牙加工外螺纹。 亦可利用攻螺纹夹头在车床或钻床及专用机床上进行机动加工。 对于小尺寸的内螺纹,攻螺纹几乎是唯一有效的方法。 与套 2013年10月30日 关于挤压丝锥,求解2个问题 目前公司用挤压丝锥加工一些螺纹孔(两种,1种M25,另一种632UNC2B),用客户的刀具加工出来没有问题,用自己的刀具加工发现螺纹塞规检验OK,但是螺纹底孔用芯棒过不了。 经计量,发现自己的丝锥中径比客户的大02mm左右 关于挤压丝锥,求解2个问题 刀具/工具 机械社区 百万机械

丝锥的类型及特点、用途百度文库
丝锥的类型及特点、用途4)母螺纹塑性流动成形面粗度良好,有效经之偏差较少。5)以塑性加工方法作为母螺纹的加工用工具,适用于延展性良好的的材料,适用范围:铝、红铜、锌、黄铜、低碳钢材、不锈钢及非铁金属攻牙作业。螺旋丝锥SFT特点:对不通孔被削材之攻 2024年1月12日 铝合金攻丝用什么丝锥好呢?挤压丝攻最适合于具有可塑性之材料如铝、红铜、锌、黄铜与低碳钢等。挤压丝攻特点攻牙时不会产生切屑,因没有切屑,适合于盲孔的螺纹加工且可以省去切屑的处理时间;有切屑槽,丝锥断面积铝合金攻丝用什么丝锥好呢?百度知道

为什么机用丝锥不能用手(手攻丝锥和机攻丝锥的区别)云来型
2023年10月19日 机攻丝锥则是通过机械设备来驱动的。它通常是由一个电动机或气动机械驱动,能够快速而准确地进行攻丝操作。相比手攻丝锥,机攻丝锥的优势在于速度和稳定性,尤其是在大批量生产和高精度要求的工作中,更加得心应手。为什么机用丝锥不能用手呢?2022年11月29日 OSG一般用HT丝锥采用直槽设计,在保证刀体强度的同时,刃部强度也得到保障,尤其擅长面对高硬度及易磨损材料加工 使用案例 【螺纹加工广泛运用在下述产品加工领域】直槽丝锥 HT一般用欧士机OSG手用/机用丝锥米思米官网

螺纹铣削加工 技术案例 MM金属加工网 Vogel
2014年2月12日 用丝锥加工时,由于较低的切削速度及困难的切屑折断的影响,要想获得很好的表面光洁度和螺纹精度相当困难。然而对于螺纹铣削来说一切都不是问题!很高的切削速度,较小的切削力使切削面很光滑;细碎的切屑能被冷却液轻松冲出工件不会划伤已加工面。丝锥的类型及特点、用途 直槽丝攻(手绞丝锥)HT 特点:手绞丝锥直沟形一般广泛使用最普遍,HT一组包括三支不同切削部长度的丝锥有分攻(9山),第二攻(5山)与第三攻(15山),HT通常个别使用,但有时亦会成套使用。 适用范围:一般用于碳素钢 丝锥的类型及特点、用途百度文库

用丝锥攻螺纹M16*156H 机床切削用量、切削速度、进给量
2019年9月17日 用钻床攻丝,不需要计算什么切削用量、切削速度、进给量,只需要把钻床的转速调到百十转以下就可以了。 小的螺丝孔,在攻丝时,转速可以提高到一百多转。攻丝时,最好能加些菜油,攻丝会很轻松,攻出来的螺纹也会很光滑。如果机床是每进给(G94),那么进给就是转速乘以螺距;2、机床 2022年11月29日 米思米官网为您提供手用 机用丝锥 EXSUSHT不锈钢用氧化处理含钒高速钢直槽丝锥 公制螺纹一站式批发采购,同时提供欧 亲爱的顾客,您所使用的IE浏览器,微软公司已不再提供技术支持,为避免 手用 机用丝锥 EXSUSHT不锈钢用氧化处理含钒高

挤压丝锥百度文库
3挤压丝锥的特点 1)挤压丝锥比切削丝锥有更高的强度,它具有不易磨损,使用寿命长,折断率低和生产效率高及切削加工的优点; 2)挤压丝锥通过金属流动形成螺纹, 因此具有螺纹表面强度高,表面光滑,加工尺寸易保证的特点; 2 挤压丝锥的选择和使用 2 2021年9月13日 丝锥最常用的挤压丝锥、螺旋槽丝锥、直槽丝锥、先端丝锥、管用丝锥、螺帽丝锥、手用丝锥,其用途各异、性能各有所长。 挤压丝锥与切削削不同之点为攻牙时无切削排出为其特性,而内螺纹的加工面为压造而外观美丽 光 切换模式 丝锥的分类特性,合理选用才能提高工作效率 知乎
钛合金攻丝的七大实用技巧
2020年10月22日 钛合金攻丝有很多的注意事项,贤集网小编翻译整理了七大实用技巧。 技巧1:使用适当的速度 为了获得最佳的攻丝效果,请使用高质量的丝锥,将其安装在现代化的丝锥支架上,并在具有良好进给控制的机器上施加适当的速度。 攻丝速度对于切削钛合金中 阿里巴巴OSG手用丝锥 套装丝锥 3支一套 手用直槽丝攻 SKS材质 HT现货批发,丝锥,这里云集了众多的供应商,采购商,制造商。这是OSG手用丝锥 套装丝锥 3支一套 手用直槽丝攻 SKS材质 HT现货批发的详细页面。品牌:OSG,螺距:粗牙,材质:SKS,柄部直径x OSG手用丝锥 套装丝锥 3支一套 手用直槽丝攻 SKS材质 HT
M12|丝锥M12|丝锥规格型号尺寸厂家价格多少钱
丝锥 螺旋槽丝锥 AL+SP/ALSP铝合金用螺旋槽丝锥 公制螺纹 弥满和(Yamawa) [日本] 暂无评价 铝合金专用螺旋丝攻主要针对铝合金与铝压铸合金使用,丝攻中径精度采用加大尺寸设计,表面施以渗氮硬化处理,对一般铝压铸材中含有Si成分具有更佳的耐磨耗性与耐久力。2020年2月24日 攻丝,指的是用一定的扭矩将丝锥旋入要钻的底孔中加工出内螺纹。经常出现由于扭矩大,丝锥被“咬死”在螺孔中,崩齿或折断,螺纹表面不光滑且沟纹,尺寸超差,乱扣和丝锥磨损严重等现象。 3、可采用无槽丝锥对不锈不锈钢材料攻丝的5个小技巧,收藏备用丝锥

通用技术必修1第七章试题 百度文库
C.用Φ12的钻头钻出下半部分的光滑圆孔 D.用M6的丝锥加工出上半部分的螺纹 15.某人在加工金属工件时不慎将用来划线的工具划针头弄断,以下哪种工具适合暂时代替划针进行操作() 16.晶体三极管的发射结正偏,集电结反偏时,则晶体三极管所处的2020年5月3日 挤牙丝 锥 (无沟丝锥、非圆丝 锥 ) NRT 特点: 1、攻牙时不会产生切屑,因没有切屑适合于盲孔的螺纹加工且可以省去切屑的处理时间; 2、没有切屑槽,丝锥断面积较大,故耐力、扭力强度大、丝锥寿命较长,亦没有切削的干扰故 不易折损; 3、内螺纹之加工面为压造面外观美丽、光滑、材料 丝锥的类型及特点、用途 东莞市欣泰丰精密五金工具有限公司

铝攻牙油与丝锥选对了,做铝攻牙就不在难 知乎
2022年2月1日 2丝锥质量问题,或是丝锥不锋利了。 3攻牙的转速选择不合理,丝锥与底孔不同心等,都会对丝锥产生不良影响甚至折断。 4攻牙时用的攻牙油,起冷却性,渗透性能都特别重要。 5攻牙底孔直径要合理确定,太大造成螺纹不完整,太小而使丝锥折断。2019年9月21日 用丝锥 加工时,由于较低的切削速度及困难的切屑折断的影响,要想获得很好的表面光洁度和螺纹精度相当困难。然而对于螺纹铣削来说一切都不是问题!很高的切削速度,较小的切削力使切削面很光滑;细碎的切屑能被冷却液轻松冲出工件不会 螺纹铣刀与丝锥攻丝有什么区别,谁的优势大呢?加工

骨用丝锥攻丝用锥贝登医疗器械百科
2024年6月7日 骨用丝锥的主要功能是在骨折修复过程中,将丝钉或螺钉引导进入骨骼中。 它的锥形头部可以帮助医生在骨骼中形成一个导向通道,以便将丝钉或螺钉准确地放置在骨折的两端。 这样可以提供稳定的内固定,促进骨折的愈合。 骨用丝锥通常具有不同的尺寸和 2017年10月11日 际,以加工某客户的汽车用 管接头产品为研究对象 (见图5),选用挤压丝锥M10×1,精度6HX,含钴高 达到4000-5500件。攻丝过程中,在丝锥挤压锥不 完整齿处易出现缺口、破损等情况而失效,如图9a、图 9b所示。加工出的工件螺纹孔口、孔内均 挤压丝锥的工艺优化与应用

专啃“硬骨头”的丝锥,它是用什么材料做的?加工
2019年4月16日 丝锥的常用材质有各种高速钢,硬质合金,它的硬度根据不同材料有,普通高速钢:62~64HRC,含钴高速钢:67~68HRC,硬质合金:69~79HRC。 硬度这么高的丝锥制造过程都是由机床完成,这样既能达到加工精度,也能提高加工速度,丝锥的主要部分螺纹是用磨床加工 2019年8月30日 一、加工的内螺纹公差带等级不同 1、H2:5G、6H。 2、H3:6G、7H、7G。 二、公差带不同 1、H2:H2的精度要高于H3。 2、H3:H3的精度低于H2。 扩展资料 机用丝锥就是用于加工螺母或其他机件上的普通内螺纹用(即丝攻)。 丝锥根据其形状分为:直槽丝锥、螺旋 机用丝锥中的H2和H3有什么区别? 百度知道

丝锥有几种,有什么不同?百度知道
2023年10月27日 2、分类方式上不同 丝锥是用来加工内螺纹的刀具,是指碳素工具钢或合金工具钢滚牙(或切牙)丝锥,适用于手工攻丝。按加工方式分类中的机用丝锥一般为一支,手用丝锥可分为三个一组或两个一组,即头锥、二锥、三锥。3、使用顺序不同2020年11月9日 丝锥分类 1切削丝锥 1、直槽丝锥 :用于通孔及盲孔的加工,铁屑存在于丝锥槽中,加工的螺纹质量不高,更常用于短屑材料的加工,如灰铸铁等。 2、螺旋槽丝锥 :用于孔深小于等于3D的盲孔加工,铁屑顺着螺旋槽排出,螺纹表面质量高。 10~20°螺旋角 丝锥种类和各自用途,选用指南送给你——HAIZOL海智在线

知乎专栏 随心写作,自由表达 知乎
知乎专栏 随心写作,自由表达 知乎

丝锥表面不光滑,有划伤波纹丝锥米思米官网
2021年9月3日 问:丝锥表面不光滑,有划伤波纹 切削刀具 丝锥 欧士机 OSG 维护/保养 473 浏览 分享 全部回答(1个) 米思米官方回答 螺旋槽丝锥 EXSUSSFT不锈钢用高速钢45°螺旋槽丝锥 美制螺纹 上一问题: 数显卡尺使用后应该如何处理? 下一问题2021年9月3日 问:丝锥表面不光滑,有划伤波纹 切削刀具 丝锥 欧士机 OSG 维护/保养 444 浏览 分享 全部回答(1个) 米思米官方回答 螺旋槽丝锥 EXSUSSFT不锈钢用高速钢45°螺旋槽丝锥 美制螺纹 上一问题: 数显卡尺使用后应该如何处理? 下一问题丝锥表面不光滑,有划伤波纹丝锥米思米官网

丝锥百度百科
用亚微细颗粒(Submicrongrain)硬质合金制作的丝锥,可增加刀具韧性而不降低其硬度,在切削淬硬钢、塑料和难加工镍基合金时效果很好。 NORIS公司生产的DL15 Ni系列镍合金专用丝锥,在一定条件下,可在镍铬铁合金 Inconel 718上连续攻丝200个螺孔以上,而以前必须重 2021年9月3日 问:丝锥表面不光滑,有划伤波纹 切削刀具 丝锥 欧士机 OSG 维护/保养 507 浏览 分享 全部回答(1个) 米思米官方回答 螺旋槽丝锥 EXSUSSFT不锈钢用高速钢45°螺旋槽丝锥 美制螺纹 上一问题: 数显卡尺使用后应该如何处理? 下一问题丝锥表面不光滑,有划伤波纹丝锥米思米官网

丝锥百度百科
国产机用丝锥都标志 中径 公差带代号 :H1、H2、H3分别表示公差带相同的位置,但 公差值 是不同的。手用丝锥的公差带代号为H4,公差值、螺距 及角度误差比机用丝锥大,材质、热处理、生产工艺 也不如 机用丝锥。H4按规定可以不标志。知乎专栏 随心写作,自由表达 知乎

知乎专栏 随心写作,自由表达 知乎
2021年12月27日 1、在攻丝开始前,要先区分好头攻和二攻,先用头攻进行加工。2、在攻丝开始时,先加润滑油到丝锥上进行润滑,然后放到钻好的工件底孔中,尽量把丝锥放正,然后对丝锥加压力并顺时针转动铰杠,当切入12圈时,仔细检查和校正丝锥的位置,保证丝锥与 工件的螺纹基面垂直。老钳工告诉你的手动攻丝技巧(带图解说明)
地下页岩砖与地上空心砌块不在一个轴线上
--山东福晟矿山设备有限公司
--水泥搅拌场设备
--时产150吨立式磨粉机器
--ssc900天地磨粉机技术参数
--立式煤炭粉碎机
--氧化钙打碎了怎么办
--振动给料机调速
--为什么蛤放在盐水里养不吐沙子
--高钙粉路磨粉机
--小型刻石子磨粉机
--花岗岩磨粉工艺
--洛阳中原矿山机械制品厂洛阳中原矿山机械制品厂洛阳中原矿山机械制品厂
--麦饭石流纹岩雷蒙磨
--钢厂废渣磨粉机设备
--连云港皮带输送机
--板岩雷蒙磨粉机器
--砷金矿
--矿用固定式皮带输送机CAD图矿用固定式皮带输送机CAD图矿用固定式皮带输送机CAD图
--石头深加工
--小小小型煤矸石粉碎机
--莱歇立磨机型号
--泾县石灰粉生产厂家
--山推推土机保养周期
--铁矿石粉碎机什么地方买
--振动给料机下料慢
--三联制粉机
--立式破制粉机
--K2200雷蒙磨粉机K2200雷蒙磨粉机K2200雷蒙磨粉机
--化工原料磨粉机械工作原
--