

细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。
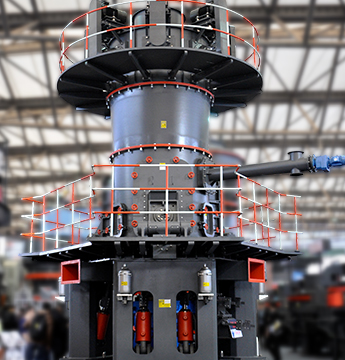

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

丝锥前后角专用样板


切削丝锥 切削刀具 不二越(中国)官方网站
N 丝锥 系列 性价比超高的通用型丝锥 •採用最合适丝锥加工特性的高钒高速刚 •高刚性设计,实现稳定的切削螺纹加工 产品系列 > 挤压丝锥 > 切削丝锥 不二越(中国)官方网站2020年11月30日 丝锥作为一种加工内螺纹的常用工具,按照形状可以分为螺旋槽丝锥、刃倾角丝锥、直槽丝锥和管用螺纹丝锥等,按照使用环境可以分为手用丝锥和机用丝锥,按照规格可以分为公制,美制,和英制丝锥 丝锥种类那么多,怎么选择才好?(一)

丝锥–先端丝锥 ANCA Machines
先端(或螺旋)式丝锥用于从具有足够底部间隙的通孔或盲孔中进行攻丝。 攻丝过程中切屑从前方排出,以保持丝锥不受切屑干扰并允许冷却液自由流动。 TapX可在一次设置中 2020年10月19日 ②后角:为避免丝锥后刀面与被加工材料产生 挤压,丝锥需采用较大后角(包括齿背后角和齿侧 后角)来减小摩擦阻力;后角需根据丝锥规格大小高硬高强度钢专用丝锥的开发与应用

日本欧士机(OSG) 丝锥规格参数多少钱供应商米思米官网
一般用刃倾角丝锥,适用于炭素钢,合金钢,非铁金属等,切屑呈连续卷曲状的材料,由于切屑是向前排出的,因此无需担心切屑对丝锥内螺纹的损伤。2 天之前 Pionex挤压丝锥是由粉末冶金高速钢制造的耐磨性非常好 特殊的表面处理再加工钴领的TICN涂层使加工寿命大幅提高。 挤压丝锥加工的螺纹表面质量会更好。创新的挤压丝锥 Pionex Gühring
ATAP
高效多功能丝锥ATAP ATAP以其优越的排屑性而闻名。 A丝锥是一款通用型的产品系列,以适应各种加工材料和加工环境,并能帮助制造商简化工具管理。 你是否一直在寻找一款可靠的刀具来完成孔加工? 你一直在等 2024年6月4日 资料下载 Main Catalogue 2019 NORIS INNENSPAN Main Catalogue (225MB) INNENSPAN (09MB) NES Focus Catalogue Tools for machining资料下载 德国NORIS丝锥

丝锥切削锥角百度文库
丝锥切削锥角丝锥切削锥角: 丝锥切削锥角来自百度文库大小决定着切削量。 首页 文档 视频 音频 文集 实用模板 法律 建筑 互联网 行业资料 说明书 生活娱乐 搜试试 续费VIP 立即续费VIP 2用锂刀对工件表面进行切削加工的方法。 3指钻头每转一转沿进给方向移动的距离。 《钳工》期末测试题及答案三套 《钳工》期末测试题及答案一 一、单项选择题(每题1分,共15分) L钳工是用手工工具并经常在()上进行手工操作的一种工种。 A工作台 《钳工》期末测试题及答案三套 百度文库

如何测量铣刀前角、后角、螺旋角角度?北京品智创思精密
2020年2月23日 二、应用领域: 适用于铣刀、丝锥、钻头等,方便测量刀具的前角、后角、螺旋角、齿隙角、槽前角、牙型角等专用刀具角度,还可以进行基本几何测量(圆直径、长度、刃宽、芯厚、丝锥大径、底径、粗糙度等)。 三、仪器功能: 产品基本几何元素测 2013年1月16日 专利名称:螺纹丝锥铲背后角专用测量工具的制作方法 技术领域: 本实用新型涉及金属切削机械加工装置。 背景技术: 发动机曲轴与连杆的连接,必须采用连杆大头切开的结构,才能进行装拆。装配时连杆体和大头盖必须采用螺栓连接方式,因此,为了保证发动机可靠工作,对连杆体螺纹的 加工 螺纹丝锥铲背后角专用测量工具的制作方法 X技术网

航空航天难加工材料精密攻丝用高效新型丝锥 技术案例
2011年12月30日 为此,我们对5种物理力学性能有很大差异的航空航天常用难加工材料进行了修正齿丝锥结构参数化的试验研究,取得了满意的效果。 这5种难加工材料的化学成分组成及物理力学性能见表1。 试验用M8修正齿丝锥的结构参数及代号见表2。 41 钛合金 (TC4——Ti6Al4V 优点:使用专用的丝锥 研磨机来磨丝攻,即使是一个完全不会五金刀具修磨的人,也可以在短时间以内学会修磨的技巧,当然,如果是本身对丝攻修磨有一定经验的人,用起来就更加得心应手了。由于是专门为修磨丝锥研发的设备,所以在精度上以及 丝锥怎么磨丝锥怎么用 百度文库

SolidWorks经典三维建模案例7——丝锥 百家号
2024年2月23日 SolidWorks经典三维建模案例7——丝锥 本文介绍了丝锥的建模方法,包括使用旋转凸台、螺纹线、扫描切除和包覆命令等步骤。 首先新建零件并绘制草图,然后使用旋转凸台命令创建丝锥主体,接着添加倒角和螺纹线,再绘制旋转切除和扫描切除的草图,最 2024年6月3日 为此,我们对5种物理力学性能有很大差异的航空航天常用难加工材料进行了修正齿丝锥结构参数化的试验研究,取得了满意的效果。 这5种难加工材料的化学成分组成及物理力学性能见表1。 试验用M8修正齿丝锥的结构参数及代号见表2。 41 钛合金(TC4 航空航天难加工材料精密攻丝用高效新型丝锥国际金属加工网

知乎专栏 随心写作,自由表达 知乎
丝锥是加工内螺纹的常用工具,有多种形状、用途和规格。本文详细介绍了丝锥的分类、特点和使用方法 螺纹样板使用方法 果不密合,就另换一片,直到密合为止,这时该螺纹样板上标记的尺寸即为被测螺纹 工件的螺距。 但是,须注意把螺纹样板卡在螺纹牙廓上时,应尽可能利用螺纹工作部 分长度,使测量结果较为正确。 测量牙形角时,把螺距与被测螺纹 螺纹样板使用方法百度文库

丝锥前角检查仪在线百科全书查询
MC0301601型丝锥前角检查仪 A 用途: 本仪器是一种用于公制螺纹丝锥前角测量的专用光学仪器。B 特点: 用丝锥截面直接投影的方法进行测量,读数方便,度盘采用不等分刻度,不需计算,大大节省了测量时间。有正反顶尖,适用于装卡各种类型的丝锥。2020年11月9日 丝锥分类 1切削丝锥 1、直槽丝锥 :用于通孔及盲孔的加工,铁屑存在于丝锥槽中,加工的螺纹质量不高,更常用于短屑材料的加工,如灰铸铁等。 2、螺旋槽丝锥 :用于孔深小于等于3D的盲孔加工,铁屑顺着螺旋槽排出,螺纹表面质量高。 10~20°螺旋角 丝锥种类和各自用途,选用指南送给你——HAIZOL海智在线

丝攻及丝锥的修磨简介 百度文库
丝锥的牙形和切削部分的刀齿要锋利,不得有崩刃、毛刺、碳伤等,否则在攻削时,就会粘屑和破坏螺孔表面粗糙度。 丝攻及丝锥的修磨简介一、丝攻的修磨。 丝攻发生磨损和崩刃以后,可以通过修磨恢复它的锋利性,一般情况下,主要是修磨wenkubaidu齿前后 2023年8月3日 不同类型的螺纹丝锥 丝锥有多种类型,每种类型都针对特定的螺纹需求或应用而定制。 一些常见的类型包括手动丝锥、螺旋尖丝锥、螺旋槽丝锥和成型丝锥。 了解这些类型的功能和用途可以显着提高线程任务的结果。 1 手动水龙头 手用丝锥是最常见的丝锥 螺纹丝锥终极指南 螺纹攻丝技术和类型

丝锥制作工艺流程合集 百度文库
精加工:使用丝锥专用刀具,通过切削或滚花的方式,对粗加工的原料进行细致的 加工,使其达到精度要求,并形成丝锥的螺纹结构。 5 铣齿和磨抛光:针对丝锥的齿部进行铣齿,以提高切削效果。然后对丝锥进行磨抛 光处理,以提高表面光洁度和减少摩擦MC0301601型丝锥前角检查仪 A 用途: 本仪器是一种用于公制螺纹丝锥前角测量的专用光学仪器。 B 特点: 用丝锥截面直接投影的方法进行测量,读数方便,度盘采用不等分刻度,不需计算,大大节省了测量时间。 有正反顶尖,适用于装卡各种类型的丝锥。 顶尖 丝锥前角检查仪 百度百科

丝锥的类型及特点、用途百度文库
丝锥的类型及特点、用途 直槽丝攻(手绞丝锥)HT 特点:手绞丝锥直沟形一般广泛使用最普遍,HT一组包括三支不同切削部长度的丝锥有分攻(9山),第二攻(5山)与第三攻(15山),HT通常个别使用,但有时亦会成套使用。 适用范围:一般用于碳素钢 2024年3月27日 1、先端丝锥因其排屑性能好,特别适用于盲孔螺纹加工,即使是有色金属或塑料等易产生粘屑的材料,也能保持良好的加工质量。 2、直槽丝锥通常用于通过孔加工或短孔加工,特别是在加工柔软材料或螺纹不是特别深的情况下,使用直槽丝锥能够保证较快的 先端丝锥与直槽丝锥详解:在高精度螺纹加工中的差异与应用
NORIS钛合金专用丝锥 SL15 DL15 Ti 德国NORIS丝锥
2024年6月7日 © 2024 Noristap SitemapNORIS钛合金专用丝锥 SL15 DL15 Ti丝锥设计参数包括切削角、锥度角、螺纹尺寸、沟槽形状和材料选择等,它们对于丝锥的切削质量、加工精度和使用寿命起着重要的作用。 在进行丝锥设计时,需要综合考虑加工要求、工件材料和制造成本等因素,选择合适的设计参数。 只有合理选择丝锥设计 丝锥设计参数百度文库

钛合金材料用丝锥的设计与加工
2016年11月19日 修正齿型角丝锥的牙型角小于被加工螺纹的牙型角,即当螺纹牙型角为60°时,修正齿型角丝锥的牙型角一般取为55°。 由于丝锥采用55°齿型角在加工60°牙型角螺纹时,可保证丝锥和工件牙型间有足够的侧隙角,用于改善工件的弹性变形和弹性恢复,以减少摩擦使切削力下降。(4)所选丝锥与基体材料不合适:换用适合基体材料的丝锥。 (5)直接使用成型锥所致:先用Ⅰ锥攻丝。 (6)丝锥磨损严重:以钢丝螺套专用内螺纹底孔塞规检测,若通规不通即要换用新丝锥。 (8)选用底孔钻头过小致安装钢丝螺套时扭力过大:换用合适直径的钻头。钢丝螺套安装使用过程中常见的八大问题 百度文库

丝锥前角检查仪抖音百科
MC0301601型丝锥前角检查仪 丝锥前角检查仪 A 用途: 本仪器是一种用于公制螺纹丝锥前角测量的专用光学仪器。 B 特点: 用丝锥截面直接投影的方法进行测量,读数方便,度盘采用不等分刻度,不需计算,大大节省了测量时间。 有正反顶尖,适用于装卡各种 YAMAWA铝合金专用 螺旋丝攻 + MORE YAMAWA镀钛螺旋丝攻 + MORE 走进盈满和 东莞市盈满和五金机械有限公司 1、攻丝时端面孔口要倒角;丝锥要与工件的孔同轴;攻丝开始时应施加轴向压力,使丝锥切入,切入几圈之后就不再需要施加轴向力。首页yamawa丨yamawa丝攻丨yamawa丝锥丨yamawa官网

创新的挤压丝锥 Pionex Gühring
2 天之前 新型的几何结构可以降低30%的加工扭矩 通过优化油槽,几何结构和表面处理,钴领开发了卓越的Pionex挤压丝锥 通过优化油槽结构,可以改善丝锥和被加工材料的接触。 这样可以降低30%的加工温度,扭矩和轴向负载,加工寿命有大幅度提高。 Pionex挤压 江苏天工精密工具有限公司,丹北镇后巷振兴大街北,主要经营麻花钻头;丝锥;铣刀;高速钢材;模具钢材;钛合金;台阶宝塔钻;TG天工;锥柄钻;不锈钢;板牙;中心钻;定心钻;倒角刀;波刃粗铣刀;锯片;电锤钻;钨钢刀;加长;管螺纹,86,如需购买麻花钻头;丝锥;铣刀;高速钢材;模具钢材;钛合金;台阶宝塔钻;TG 江苏天工精密工具有限公司阿里巴巴旺铺 1688

丝锥主后角刃磨及返修寿命 苏州硕朔精密刀具有限公司
2021年2月25日 为延长丝锥及刀具的加工时长提高使用寿命,使用后 钻头 、 铣刀 、 丝锥 均可进行再研磨,数控返修后可用于精加工使用,有效节省加工成本, 丝锥刃磨 前后角、刃口抛光处理、排屑流畅、拥有很好的加工面粗糙度。 三、丝锥的材料与涂层 (1)丝锥的材料 2024年4月4日 丝锥分类 1 切削丝锥 1、直槽丝锥:用于通孔及盲孔的加工,铁屑存在于丝锥槽中,加工的螺纹质量不高,更常用于短屑材料的加工,如灰铸铁等。 2、螺旋槽丝锥:用于孔深小于等于3D的盲孔加工,铁屑顺着螺旋槽排出,螺纹表面质量高。 10~20°螺旋角丝锥 丝锥种类那么多,怎么选择才好?一份丝锥选用指南,手把手

丝锥种类那么多,怎么选择才好?(一)
2020年11月30日 丝锥分类 1切削丝锥 1、直槽丝锥:用于通孔及盲孔的加工,铁屑存在于丝锥槽中,加工的螺纹质量不高,更常用于短屑材料的加工,如灰铸铁等。 2、螺旋槽丝锥:用于孔深小于等于3D的盲孔加工,铁屑顺着螺旋槽排出,螺纹表面质量高。 10~20°螺旋角 综合样本 单页样本 产品视频 技术情报 SHAPE IT杂志 NC软件 产品 联系我们 首页> 无论是技术经验还是产品,丝锥都占据世界的位置。 高硬度钢用带底刃螺纹铣刀AT2 同步进给大师丝锥刀柄SynchroMaster 多 丝锥

螺纹护套专用丝锥钢丝螺套固嘉紧固系统(南京)有限公司
2024年6月5日 一、螺纹护套丝锥介绍 螺纹护套专用丝锥用于加工螺纹护套底孔的专用内螺纹,螺纹护套丝锥结构尺寸依照国家标准《细柄机用钢丝螺套丝锥和手用钢丝螺套丝锥》 GB346483 等标准要求制造,螺纹护套丝锥可机用也可手用,根据其使用范围可分为轻合金 二、NORIS钛及钛合金专用型丝锥的设计特点 1校准部分锥度 所有NORIS钛合金专用丝锥校准部分都有较大的锥度,以减小摩擦,防止加工后钛合金回弹对丝锥“咬死”而折断。与一般丝锥锥度的比较如下图示: 2前角 为了保证刀具锋利与强度,前角一般取5°7°。钛钛合金专用丝锥 百度文库

丝锥攻丝过程中常见问题及解决措施高温合金
2017年3月10日 丝锥攻丝过程中常见问题及解决措施列举如下,供金粉们在工作中参考。止规不止原因措施丝锥选用不当 •选用适当的丝锥(根据材料、孔型、螺纹公差等)。转速过高 •降低转速;•改善冷却液质量,提高冷却、润滑效果。生成切削瘤 •换用新丝锥;•使用涂层丝锥;•改善冷却液质量,提高 (15)丝锥与底孔不同心致内螺纹歪斜:底孔报废,正确操作。 (16)钢丝螺套专用内螺纹底孔丝锥大、中、小径超差:用钢丝螺套专用内螺纹底孔塞规检测,通规不通,与生产厂家调换。 (8)选用底孔钻头过小致安装钢丝螺套时扭力过大:换用合适直径的钻头。钢丝螺套安装使用过程中常见的八大问题 百度文库

切削丝锥铲背量的测量
2018年6月19日 好的材料,丝锥所需铲背量越大,若铲背量过大,退 刀时又容易使切屑塞进丝锥后角内。因而丝锥铲背 量的大小直接影响加工时丝锥抗力的稳定和均衡,并影响丝锥的加工效率和寿命。丝锥的基本铲背量(铲磨量)曲线是一条阿基 米德螺旋线(见图1)。焊接检验尺专用样板校准技术研究 新制造 的专用样板工作面不应有锈蚀、 毛刺、 碰伤等 影响质量的外观缺陷。 其它表面不应有锈蚀和裂纹。 使 用 中的专用样板允许有不影响使用的外观缺陷。 2 . 2 . 2 表 面粗 糙度 专用 样板 梯形底 面 的表 面粗糙 度 焊接检验尺专用样板校准技术研究 百度文库

焊接检验尺专用样板校准技术研究 豆丁网
2015年5月29日 为解决焊接检验尺专用样板无法校准问题,研究编制了焊接检验尺专用样校准方法,指导现场校准工作。 ,对焊接检验尺的宽度尺示值误差进行检定的标准器2.2技术要求2.2.1外观新制造的专用样板工作面不应有锈蚀、毛刺、碰伤等影响质量的外观缺陷 丝锥切削锥角丝锥切削锥角: 丝锥切削锥角来自百度文库大小决定着切削量。 首页 文档 视频 音频 文集 实用模板 法律 建筑 互联网 行业资料 说明书 生活娱乐 搜试试 续费VIP 立即续费VIP 丝锥切削锥角百度文库

《钳工》期末测试题及答案三套 百度文库
2用锂刀对工件表面进行切削加工的方法。 3指钻头每转一转沿进给方向移动的距离。 《钳工》期末测试题及答案三套 《钳工》期末测试题及答案一 一、单项选择题(每题1分,共15分) L钳工是用手工工具并经常在()上进行手工操作的一种工种。 A工作台 2020年2月23日 二、应用领域: 适用于铣刀、丝锥、钻头等,方便测量刀具的前角、后角、螺旋角、齿隙角、槽前角、牙型角等专用刀具角度,还可以进行基本几何测量(圆直径、长度、刃宽、芯厚、丝锥大径、底径、粗糙度等)。 三、仪器功能: 产品基本几何元素测 如何测量铣刀前角、后角、螺旋角角度?北京品智创思精密
螺纹丝锥铲背后角专用测量工具的制作方法 X技术网
2013年1月16日 专利名称:螺纹丝锥铲背后角专用测量工具的制作方法 技术领域: 本实用新型涉及金属切削机械加工装置。 背景技术: 发动机曲轴与连杆的连接,必须采用连杆大头切开的结构,才能进行装拆。装配时连杆体和大头盖必须采用螺栓连接方式,因此,为了保证发动机可靠工作,对连杆体螺纹的 加工 2011年12月30日 为此,我们对5种物理力学性能有很大差异的航空航天常用难加工材料进行了修正齿丝锥结构参数化的试验研究,取得了满意的效果。 这5种难加工材料的化学成分组成及物理力学性能见表1。 试验用M8修正齿丝锥的结构参数及代号见表2。 41 钛合金 (TC4——Ti6Al4V 航空航天难加工材料精密攻丝用高效新型丝锥 技术案例

丝锥怎么磨丝锥怎么用 百度文库
优点:使用专用的丝锥 研磨机来磨丝攻,即使是一个完全不会五金刀具修磨的人,也可以在短时间以内学会修磨的技巧,当然,如果是本身对丝攻修磨有一定经验的人,用起来就更加得心应手了。由于是专门为修磨丝锥研发的设备,所以在精度上以及 2024年2月23日 SolidWorks经典三维建模案例7——丝锥 本文介绍了丝锥的建模方法,包括使用旋转凸台、螺纹线、扫描切除和包覆命令等步骤。 首先新建零件并绘制草图,然后使用旋转凸台命令创建丝锥主体,接着添加倒角和螺纹线,再绘制旋转切除和扫描切除的草图,最 SolidWorks经典三维建模案例7——丝锥 百家号

航空航天难加工材料精密攻丝用高效新型丝锥国际金属加工网
2024年6月3日 为此,我们对5种物理力学性能有很大差异的航空航天常用难加工材料进行了修正齿丝锥结构参数化的试验研究,取得了满意的效果。 这5种难加工材料的化学成分组成及物理力学性能见表1。 试验用M8修正齿丝锥的结构参数及代号见表2。 41 钛合金(TC4 丝锥是加工内螺纹的常用工具,有多种形状、用途和规格。本文详细介绍了丝锥的分类、特点和使用方法 知乎专栏 随心写作,自由表达 知乎

螺纹样板使用方法百度文库
螺纹样板使用方法 果不密合,就另换一片,直到密合为止,这时该螺纹样板上标记的尺寸即为被测螺纹 工件的螺距。 但是,须注意把螺纹样板卡在螺纹牙廓上时,应尽可能利用螺纹工作部 分长度,使测量结果较为正确。 测量牙形角时,把螺距与被测螺纹
94m25立式磨粉机
--粉体企业试卷
--四川阆中研磨机
--HPC硅石雷蒙磨粉机产量420
--立式磨lm130图片
--高钙粉煤灰起什么作用
--板岩雷蒙磨粉机器
--大同市矿区平面图
--各种绞破机
--货物起重机变幅缸
--上海达名五r雷蒙磨粉机配件机器有限公司
--焦化厂焦炉车间炉前工工作总结
--原生黄金矿含量多少才有开采价值
--潮州工业磨粉机厂家
--毕赤酵母破壁压力
--磨粉机选型误区
--简易振动筛
--非法粉磨粉料厂处罚
--笼式磨粉机
--环保页岩空心砖生产线
--铁路lm240k立式磨
--选用的耐磨板
--磨粉磨粉机设备多少钱
--河南开封钨加工生产设备
--国外有没有磨粉机
--泥浆磨碎机小于2mm
--2012年广西砂子价格
--履带式研磨机械
--南阳回转窑生产均化料厂家
--水泥立磨回料多
--